Как устранить засор сопла/горячего узла Voron2.4
В этом руководстве показано, как устранить засор сопла или горячего узла на 3D-принтерах открытого типа «VORON2.4».
С ростом популярности комплектов принтеров открытого типа, это руководство поможет новым пользователям сообщества решить распространённую проблему, которая может возникнуть на таких устройствах.
Данный способ устранения неполадки поможет справиться с незначительными засорами горячего узла. Такие засоры могут быть причиной внезапного неравномерного экструзионного потока. Специальные инструменты не требуются.
Шаг 1


Загрузите в принтер тот же филамент, который использовался до засора, при обычной температуре печати.
Ниже указаны диапазоны температур для трёх наиболее распространённых типов филамента:
PLA: 180–210 °C
PETG: 230–250 °C
ABS: 240–255 °C
Шаг 2
Экструдируйте 5–10 мм при рабочей температуре пластика, затем установите температуру горячего узла на 0 (комнатная температура).
Осторожно: Не касайтесь горячего узла.
Дождитесь, пока температура горячего узла снизится до комнатной.
Шаг 3
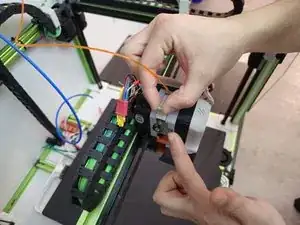
Снимите нагрузку с рычага экструдера (части, зажимающей филамент для подачи в принтер).
Шаг 4

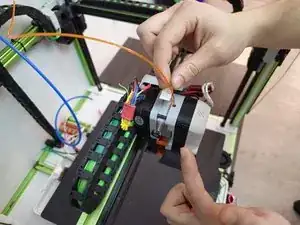
Вытяните филамент из горячего узла.
Это может потребовать некоторого усилия.
Данный процесс обычно называют «холодным вытягиванием», и его цель — удалить загрязнения, которые могли застрять в сопле.
Повторите предыдущие шаги один-два раза.
Шаг 5
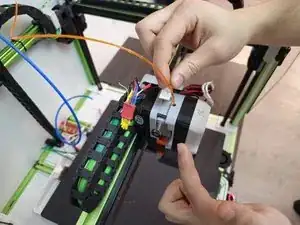
Вновь создайте натяжение на рычаге экструдера и установите температуру горячего узла, соответствующую рабочей температуре материала.
Выполните экструзию материала и понаблюдайте за поведением пластика при выходе из горячего узла.
Материал должен выходить относительно прямо вниз. Резкое искривление потока при выходе из горячего узла может означать, что засор не устранён.
Заключение
Чтобы собрать устройство обратно, выполните эти инструкции в обратном порядке.
Перевод руководства с ifixit.com