Замена крышки петли ЖК-экрана Panasonic Lumix DMC-GH3
Серия камер GH изначально была разработана как хорошо сбалансированная гибридная камера: одна и та же камера, умеющая снимать как фотографии, так и видео. Эта серия была ориентирована на пользователей, желавших получить лучшее из обоих миров в удобстве одной камеры. Со временем потребителям полюбилась эта серия, и она стала всё чаще использоваться для документирования и даже для бюджетного кинопроизводства. Лично мне эта серия понравилась из-за ценности, которую она добавляла к возможностям документирования моих проектов.
Однако из множества камер GH, которыми я владел, у серий GH3 и GH4 со временем постепенно проявились две очень раздражающие проблемы. Одна — выход из строя навигационных дисков, другая — разрушение пластиковой крышки петли ЖК-экрана. Это руководство сосредоточено на замене крышки петли ЖК-экрана на переработанную крышку, менее подверженную поломкам.
Шаг 1



Крышка петли ЖК-экрана выполняет важную функцию: она защищает ленточный кабель ЖК-экрана от повреждений при повседневном использовании.
Чтобы реализовать поворотный ЖК-экран с переменным углом в камере, экран должен быть отделён от корпуса и выступать как подвижная часть. В этом случае необходимо использовать ленточный кабель для передачи в реальном времени изображения с низкой задержкой на ЖК-экран.
Как вы можете представить, защита этого ленточного кабеля имеет первостепенное значение для надёжного пользовательского интерфейса и продолженной работы камеры. Поэтому, когда я узнал, что не могу купить заменяемую крышку петли для своей камеры, я был весьма расстроен.
Шаг 2


Из шести камер GH3 и двух камер GH4, которыми я владел, более половины имеют сломанные крышки петель ЖК-экрана. Panasonic во многом переиспользовал конструкцию Lumix GH3 в GH4, и многие механические детали и узлы общие для обеих камер. Крышка петли — одна из таких деталей.
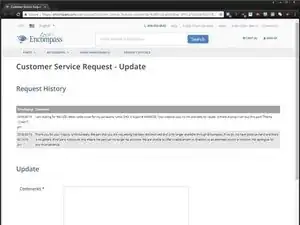
Крышка петли, номер детали VKM0C55, недоступна для продажи у Encompass Parts, единственного специализированного поставщика запчастей для потребительских камер Panasonic. Деталь помечена как «Restricted Part For Panasonic Use Only».
Я связался с Encompass по этому поводу, и они сообщили: «запрашиваемая вами деталь снята с производства и больше не доступна через Encompass».
Ранее в этом году я также обращался в Encompass и получил аналогичный ответ.
Я позвонил в службу поддержки Panasonic, и меня снова направили к Encompass. Я углубился в расследование и позвонил в ремонтный центр Panasonic в Техасе. Они отказались продавать мне детали и вновь направили к Encompass.
Шаг 3



Я понимаю, что производитель рано или поздно прекращает выпуск запасных компонентов и запасные части могут закончиться.
Однако Panasonic Lumix GH4 всё ещё находится в производстве, его по-прежнему можно купить у официальных поставщиков, и Panasonic не объявлял его снятым с производства или «end of life».
Lumix GH4 всё ещё доступен новым в B&H и Adorama, двух крупнейших авторизованных ритейлеров фотооборудования в США.
Оба ритейлера подтвердили в чате, что по состоянию на 10.05.2018 Lumix GH4 не снят с производства.
Шаг 4



Устав от заклеивания сломанных частей или неуклюжего склеивания их обратно, я решил улучшить существующую крышку петли ЖК-экрана и переработать деталь.
Шаг 5

Перед началом моделирования я решил посмотреть, что может способствовать поломке заглушек петель ЖК-экрана.
Я поднимал камеру и опускал её несколько раз. Повторил это на разных поверхностях. Я заметил, что этот торцевой колпачок естественным образом контактирует с поверхностью столa.
Если камера не ставится аккуратно после каждого использования, нет способа избежать контакта этого торцевого колпачка с опорной поверхностью.
Шаг 6


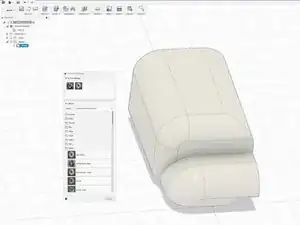
Прежде чем начать 3D-моделирование детали, я люблю детально проанализировать внешнее строение и общую конструкцию предмета. Лучший способ сделать это — посмотреть на линии стыков, прощупать деталь и поискать любые неровности.
Это не особо большая деталь, но странная геометрия может побудить кого-то сделать 3D-сканирование для упрощения моделирования.
Я предпочёл традиционный подход и использовал проверенный набор штангенциркулей, транспортир и набор сверл. В идеале следовало бы использовать набор радиусных шаблонов и набор калибровых штифтов, но эти инструменты довольно дорогие. Сверла должны подойти.
Шаг 7
Представление детали в голове и анализ того, как каждая геометрическая форма создаётся привычными технологическими операциями, сильно помогают при 3D-моделировании. Это даёт понимание того, как деталь обрабатывали для создания формы, льют в форму и массово производят.
Шаг 8


К счастью, одна из моих сломанных заглушек петли была расколота пополам, что дало представление о толщине стенки заглушки в месте контакта.
Шаг 9

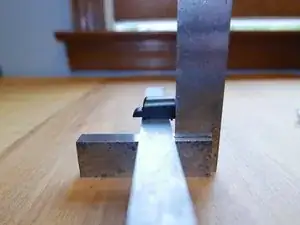

Эная крышка имеет очень необычную геометрию. Только две поверхности являются квадратными. Всё остальное — составной угол или сложная параметрическая криволинейная поверхность. В этом случае я ориентировал все измерения от двух известных квадратных сторон и измерял все дополнительные углы соответственно.
Иногда это требовало использования квадратной высокоскоростной инструментальной стали в качестве эталона. Крышка петли имеет 3 выступа, выступающих из крышки. Эти выступы входят в выравнивающие отверстия на передней поверхности задней камеры. Здесь использовалась инструментальная сталь, чтобы получить доступ к квадратной нижней поверхности детали и обеспечить корректные измерения.
Конечно, возникали неожиданные сложности. Нижняя часть детали была взята за горизонтальную плоскость, но кромки, ортогональные этой плоскости, не были соосными.
Кроме того, верхняя часть была выполнена со скосом 2 градуса от горизонтали, а открытая сторона имела уклон 3 градуса от оси Y.
Шаг 10

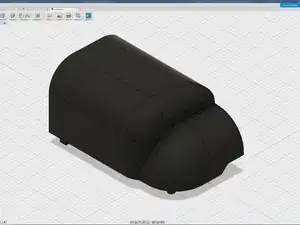
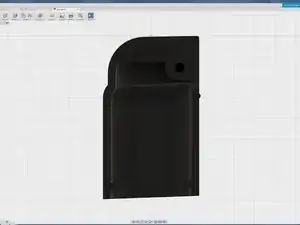
После тройной проверки моей CAD-модели я решил протестировать конструкцию на 3D-принтере. Я использовал 3D-принтер Zortrax M200. Это FDM-принтер (моделирование методом послойного наплавления), предназначенный для печати деталей из филамента. В данном случае для печати использовался ABS (акрилонитрил-бутадиен-стирол).
Шаг 11
Для печати был выбран пластик ABS из-за его прочности и доступности. Для этих деталей я использовал ABS с оранжевым пигментом. UV-стабилизированный ABS был бы отличным выбором для этой печати, но на момент печати он был недоступен.
SLA-принтер (стереолитография) здесь не подходит, поскольку это тонкостенная деталь (<1 мм толщины стенки), которая может подвергаться длительному использованию на открытом воздухе. УФ-отверждаемые смолы плохо переносят длительное воздействие внешнего УФ-излучения, и свойства материала смолы со временем меняются под воздействием дополнительного УФ-света.
УФ-отверждаемые смолы также подвержены ползучести и могут изменять цвет, что нежелательно для запасной части камеры.
Шаг 12
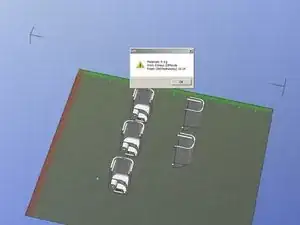
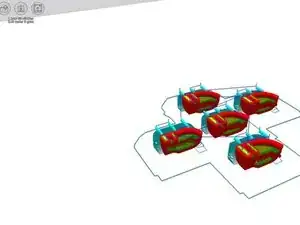
Для размещения компонентов на рабочей платформе и оптимизации времени сборки деталей использовалось ПО UP Visual 3D.
Шаг 13
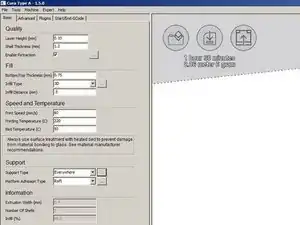
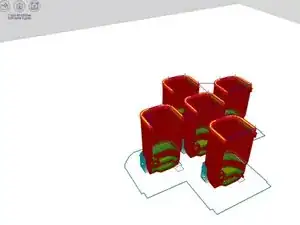
Для генерации заполнения использовался Cura Typa A, который также сгенерировал поверхность построения для создания деталей.
Cura также конвертировала файл .STL в родной G-код для 3D-принтера Zortrax.
Шаг 14

Очистка этих деталей оказалась более трудоёмкой, чем обычно. Эти детали несколько более хрупкие, чем крупные 3D-печати, к которым я привык. Это связано с тем, что толщина стенки была близка к толщине опорного материала.
Я полностью сломал первую деталь при очистке, поэтому обязательно не торопитесь в процессе очистки!
Текстура поверхности FDM заметно уступает SLA, поэтому потребовалась небольшая шлифовка для получения гладкой поверхности.
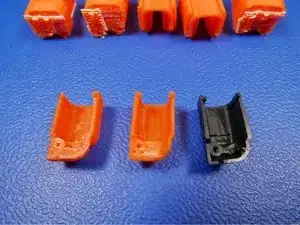
Шаг 15



Посадка этих заменяемых деталей оказалась впечатляющей с учётом сложности детали. Оранжевый цвет также хорошо контрастирует с остальной частью камеры.
Отверстие под винт оказалось идеального размера, и крышка, похоже, держится аналогично оригинальным крышкам петли Panasonic.
Шаг 16

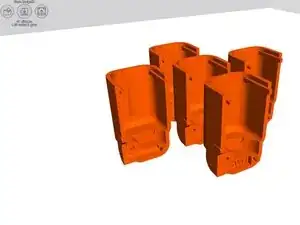
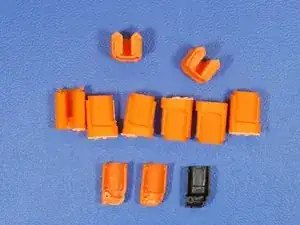
Были напечатаны шесть деталей для демонстрации небольших вариантов конструкции. Это было сделано намеренно на случай ошибки в измерениях. Дополнительно были напечатаны четыре запасные детали на случай повреждения при очистке.
Хороший способ отслеживать различные варианты деталей — наносить гравировку с буквами или цифрами ревизий на печатной детали. В данном случае я встроил маркировку в нижнюю часть крышки, где она не будет видна.
S = ступенчатая геометрия на разрезе 16
W = более широкая полуокружность на разрезе 17
N = вырезанная длина на разрезе 11
Шаг 17



Поскольку я смоделировал полную копию крышки петли Panasonic в CAD, я решил потратить время и улучшить конструкцию собственной итерацией.
Новая конструкция улучшена по трем параметрам.
Убран скос корпуса 2 градуса, что позволило получить более квадратный профиль и утолщённые стенки. Это снижает вероятность появления вертикальных трещин при сдвиге.
Ступенчатая геометрия внутри оригинальной крышки, предназначенная для зазора петли, была удалена, так как скос больше не приводил к контакту стенки крышки с петлёй.
Заполнение отверстия под винт было увеличено, а ранее ребристая геометрия вокруг отверстия полностью заполнена. Это снижает риск вырывания отверстия при многократном снятии крышки.
Шаг 18



При улучшении существующей конструкции уделите время тщательному осмотру и сбору максимально возможного объёма информации о сломанной детали.
При близком рассмотрении сломанной оригинальной крышки видно случайную внешнюю текстуру. Такие случайные текстуры характерны для деталей с высоким содержанием стекловолокна, используемых, например, в электроинструментах.
При тщательном осмотре линия излома показывает, что деталь на самом деле не армирована стекловолокном. Текстура также отсутствует на внутренних стенках детали, и на внутренних стенках нет пластиковых обозначений или клейм.
Круги на внутренней стороне детали также указывают на то, что деталь действительно изготовлена методом литья под давлением.
Шаг 19

Чтобы точнее определить виды пластиков, использованных в камере, я разобрал соседний ЖК-экран и проверил другой торцевой конец. Пока другой торцевой колпак был пуст, внутренняя часть корпуса ЖК-экрана показала, что деталь действительно изготовлена из пластика ABS.
Корпус ЖК-экрана — это не просто пластик ABS, а пластик PC+ABS. Это свойство материала является последним барьером на пути к созданию отличной ремонтной детали.
Шаг 20

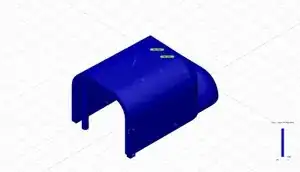
Имея эту последнюю крупицу информации, самое время отступить и подумать о том, как эта деталь была фактически произведена.
Этот торцевой колпак, как и все другие детали этой камеры, был разработан в пакете автоматизированного проектирования (CAD) инженерами по механике, электротехнике, материалам и интеграции систем. Были изготовлены прототипы, и детали итеративно дорабатывались для получения более отшлифованного конечного продукта.
В ходе проектирования для деталей и сборок могли запускаться различные численные инженерные симуляции (CAE), чтобы обеспечить правильную посадку, простоту изготовления и долговечность. Конечные элементные анализы (FEA) и вычислительная гидродинамика (CFD) — два из самых популярных инструментов CAE на сегодняшний день.
Для демонстрации FEA в этом проекте будет использован Autodesk Fusion 360.
*Пакеты CAD являются товарными знаками и защищены авторским правом соответствующих компаний. Я не претендую на право собственности на какие-либо из этих логотипов
Шаг 21
FEA — это численный инструмент моделирования, используемый для предсказания поведения детали или сборки при заданных нагрузочных условиях.
FEA включает суммирование конечных элементов методом конечных элементов. Конечные элементы можно представить как небольшие области, выделенные из исходной детали для облегчения вычислений.
Метод конечных элементов использует численный подход к приближенному решению уравнений в частных производных. Отдельные конечные элементы представляют приближение уравнения в частных производных, используемого для решения конкретной граничной задачи.
Эти конечные элементы суммируются по объёму детали и представляются в виде сетки многоугольников. В результате получается более удобная система одновременных алгебраических уравнений, которую можно проще обработать для получения искомого результата.
Зачем всё это математическое теоретизирование? Понимание принципов работы FEA даёт проектировщику лучшее представление о том, как читать и интерпретировать результаты анализа. Это позволяет более эффективно оптимизировать деталь и распределять материал для удовлетворения нагрузочных условий, делая FEA ценным и незаменимым инструментом в арсенале проектировщика.
Шаг 22
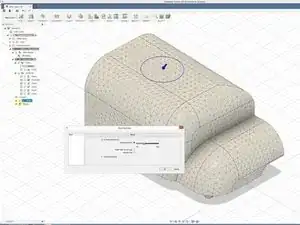
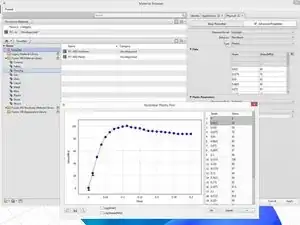
Хороший способ подготовиться к любой работе по моделированию — убедиться, что свойства материала заданы правильно для моделируемой детали.
В рабочей области «Model» щёлкните правой кнопкой по телу в дереве тел. Выберите «physical material».
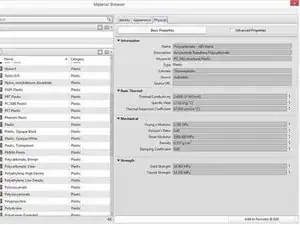
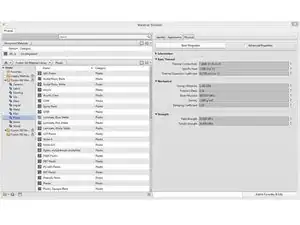
Выберите пластик PC/ABS из включённой библиотеки пластмасс Fusion360.
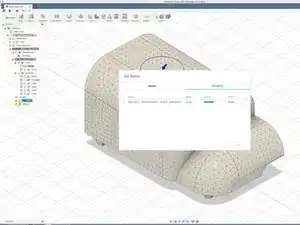
Чтобы проверить материал, щёлкните правой кнопкой по телу в дереве материалов и выберите «properties». В графе Physical material должно быть указано PC/ABS plastic.
Шаг 23
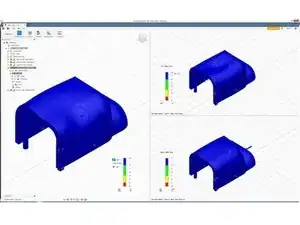
Переключите рабочую область на simulation и начните эксперименты.
Прежде чем нажать кнопку решения, убедитесь, что все ограничения учтены и нагрузки заданы.
В данном случае основной винт должен быть зафиксирован по осям XYZ, плоские стороны, которые прилегают к корпусу камеры, следует считать без трения, два круглых штифта должны быть зафиксированы только по осям XY, а квадратный штифт — по осям XY.
Существуют дополнительные опоры, которые также должны быть зафиксированы, в частности 45° наклонные боковые стенки, которые помогают ограничивать вращение торцевого колпака на камере.
Далее определяется нагрузка. F = m*a — уравнение, связанное с силой в ньютоновской механике. Ньютон — единица силы в СИ. Масса в килограммах, ускорение в метрах в секунду в квадрате. F = m*a, где масса равна весу камеры, а g = ускорение свободного падения, 9.8 м/с^2.
Сила, действующая на переднюю поверхность торцевого колпака, задана под углом 30 градусов к ортогонали. Это разумно, учитывая способ, которым торцевой колпак контактировал бы с обычной поверхностью.
Веса: GH3+аккумулятор = 550 г, GH3+аккумулятор+объектив 12–35 мм = 810 г, GH4+аккумулятор = 560 г
Шаг 24
Вот несколько общих рекомендаций для проведения FEA-симуляций:
Острые внутренние углы могут привести к неточным результатам
Чем мельче сетка многоугольников, тем выше точность результатов
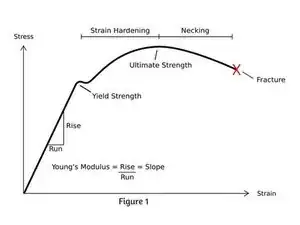
Рекомендуется минимальный коэффициент запаса прочности 3. Стремитесь как минимум к 2× пределу текучести. Красная зона указывает на достижение предела текучести материала и разрушение детали.
Статические исследования не идеальны для материалов с высокой упругостью, таких как резина и пластик.
Статическое тестирование не учитывает демпфирование или инерционные эффекты, такие как импульс.
Напряжения не должны превышать предел текучести материала.
Нагрузка должна вызывать прогибы или вращения испытываемого объекта.
Шаг 25
Деталь должна быть готова к симуляции, и в контрольном списке предварительной проверки должен стоять зелёный значок. Нажмите «solve» в середине верхней части страницы, чтобы увидеть результаты.
Есть 2 варианта решения: в облаке или локально. Локальное решение бесплатно, но облачная симуляция требует облачных кредитов, которые не бесплатны. Autodesk предоставляет 300 бесплатных стартовых облачных кредитов.
Шаг 26
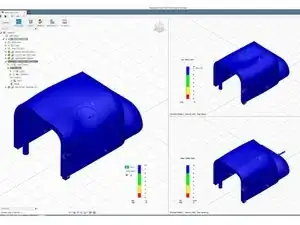

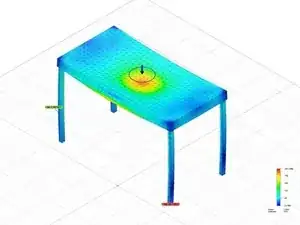
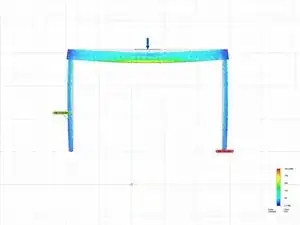
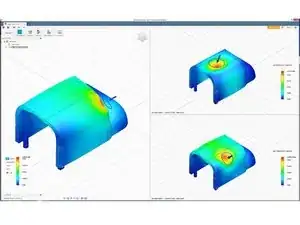
Почему эта симуляция прошла? Была ли деталь изначально правильно спроектирована или же отказ вызван исключительно эксплуатационным воздействием пользователя? Ответ сложнее, чем кажется.
Разумеется, сила, действующая на торцевую крышку, будет меняться в зависимости от массы всего корпуса и угла удара. Я выбрал три наиболее распространённых области удара, исходя из наиболее повреждённой торцевой крышки GH3, которую удалось найти.
В данном случае тип пластика играет важную роль в выявлении режима разрушения детали. PC-ABS — это смесь поликарбоната (PC) и ABS, и её свойства варьируются в зависимости от соотношения PC:ABS, доли переработанного материала, качества переработанного сырья и предпочтений производителя.
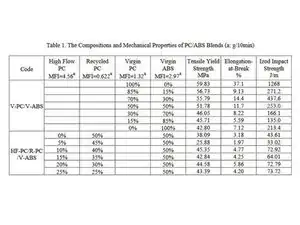
В целом чистая смесь PC-ABS обладает большей прочностью на растяжение, чем чистый ABS, и сохраняет высокую прочность и высокую ударную вязкость, характерные для поликарбоната. Согласно исследованию Processing and Characterization Of Recycled Pc/Abs Blends with High Recycle Content, предел текучести чистой смеси PC:ABS 50:50 составляет 51.78 МПа, тогда как у чистого ABS — 42.8 МПа.
Стандартное значение предела текучести PC-ABS, доступное в Fusion360, равно 54.4 МПа. Это ставит материал PC-ABS из Fusion360 на уровне предела текучести чистой смеси PC:ABS 70:30, указанной в исследовании.
Шаг 27
Есть высокая вероятность, что эта деталь изготовлена частично из переработанных пластиков, учитывая цель Panasonic по увеличению повторного использования смол и других материалов.
К сожалению, при замене первичного поликарбоната переработанным в смеси PC:ABS происходят значительные ухудшения механических свойств. Ударная вязкость по Изоду резко снижается, когда переработанный PC вводится в смесь PC-ABS, согласно ссылке на исследование.
Смесь 50:50 переработанный PC:ABS даёт ударную вязкость 43.61 Дж/м, тогда как смесь 50:50 чистого PC-ABS имеет ударную вязкость 253 Дж/м, то есть в 5.8 раза выше. Здесь для удобства включена таблица, скопированная из упомянутого исследования.
Учитывая эту информацию, логично, что деталь не прошла FEA-симуляцию. Включённые свойства материала не точно отражали реальную деталь, и ударная вязкость и прочность на растяжение анализируемой детали значительно превышали свойства переработанной PC:ABS детали.
Шаг 28
Чтобы добавить ещё больше вариативности в симуляцию, заявленные значения для PC-ABS различаются от библиотеки CAD-пакета к библиотеке CAD-пакета. Свойства материала PC-ABS в SolidWorks и Fusion360 имеют предел текучести 54.4 МПа и 40 МПа соответственно. Заявленный модуль сдвига — 862.2 МПа и 2300 МПа соответственно. Это довольно значительное расхождение.
Шаг 29
Пора определить разумные характеристики материала для торцевой крышки. 20–30% переработанного пластика кажется нормой для компаний, внедряющих переработанные материалы, поэтому соотношение 30:70 переработанный PC:ABS выглядит разумным выводом на основе этих критериев.
Используя данные из Fusion 360, SolidWorks, первого исследовательского PDF, этого PDF Stratasys и ещё одной научной статьи, мне удалось примерно оценить свойства материала для этой торцевой крышки.
Вот значения, которые я использовал в симуляции: модуль Юнга: 2.6 ГПа, коэффициент Пуассона: 0.40, модуль сдвига: 1000 МПа, плотность: 1.1 г/см³, предел текучести: 44.58 МПа, прочность на разрыв: 46 МПа
Модуль Юнга, коэффициент Пуассона и плотность в основном совпадали между разными источниками для PC:ABS. Предел текучести был взят из таблицы 1 в первом исследовании, чтобы соответствовать смеси 30:70. Прочность на разрыв оценена как 46 МПа, поскольку прочность на разрыв для похожих концентраций материала была немного выше предела текучести.
Помните, эти числа не абсолютны. Существует множество вариантов PC-ABS, и, похоже, нет стандартизированных наборов смесей для следования. Также присутствует вариативность между партиями переработанных полимеров из-за различий в источнике и составе потоков переработанного материала.
Кроме того, в смесь PC:ABS могут добавляться модификаторы для получения желаемых механических свойств или улучшения сцепления. Это даёт ещё больше вариантов состава PC-ABS.
Шаг 30


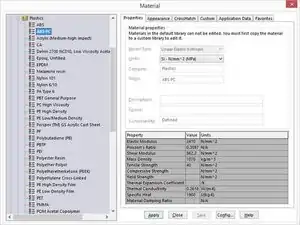
Чтобы опробовать эти новые значения, вам нужно создать пользовательский материал. Вернувшись в рабочую область симуляции Fusion360, перейдите в материалы > управление физическими материалами. Выберите ABS plastic. Добавьте в мои избранные. В избранном теперь будет ABS plastic. Это ваш новый пользовательский ABS plastic.
Щёлкните правой кнопкой и переименуйте его в "PC-ABS custom" plastic. Дважды щёлкните, чтобы изменить свойства. Поскольку вы будете изменять свойства материала шаблона ABS plastic, выберите другой цвет для внешнего вида вашего нового PC-ABS.
Это помогает отличить его от стандартного PC-ABS в Fusion360 и облегчает проверку того, что вы выбрали правильный PC-ABS материал для вашей детали.
Шаг 31
На этот раз, вместо простой статической прочностной проверки, будет также выполнена событийная симуляция. Если деталь действительно является смесью переработанного PC и ABS, она, вероятно, всё ещё пройдет статический анализ, но потерпит неудачу при многократных ударах.
Таким образом, деталь может выдерживать отдельные удары и грубое обращение, но длительное воздействие ударов может привести к накоплению повреждений и окончательному отказу. Это согласуется с пониженной ударной вязкостью по Изоду, которую показывают переработанные смеси.
Как и ожидалось, деталь проходит статический тест на прочность, с немного меньшим запасом прочности по сравнению со стандартными значениями PC:ABS в Fusion360.
Шаг 32

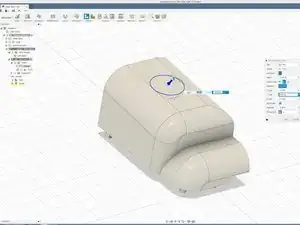
Чтобы событийная симуляция имела смысл, PC-ABS нужно моделировать как нелинейный материал. Лучший способ сделать это — дублировать пользовательский материал PC-ABS в избранном и изменить расширенные свойства на пластические.
Это позволяет производить расчёты за пределом упругой области материала (точки предела текучести) и в область пластической деформации. Область пластической деформации материала представляет диапазон, в котором материал претерпевает невосстанавливаемые изменения структуры после точки восстановления.
Изображение кривой напряжение–деформация взято из этого источника.
Шаг 33
Нелинейная симуляция сработала! Она показывает, что торцевая крышка действительно испытывает пластическую деформацию при продолжительном воздействии случайных ударов.
Рекомендации по будущим улучшениям: добавить модификатор ударной вязкости в смесь PC:ABS для будущих конструкций торцевых крышек, немного снизить долю переработанного PC в смеси или просто увеличить толщину стенки детали.
Шаг 34



Один из наиболее важных аспектов переработки детали — обеспечение совместимости. В идеале переработанная деталь не должна вызывать повреждений или непредвиденных последствий для функциональности ремонтируемого устройства.
В данном случае заглушка была протестирована, чтобы убедиться в правильности поворота и качания узла ЖК‑экрана без столкновений с другими частями шарнира.
После длительной эксплуатации не было обнаружено очевидных следов взаимного трения или износа деталей.
Шаг 35
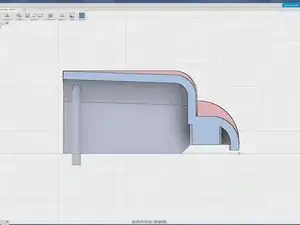
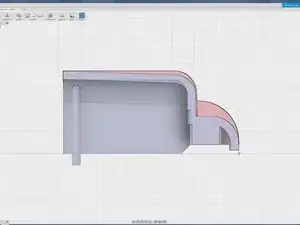
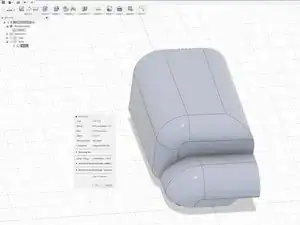
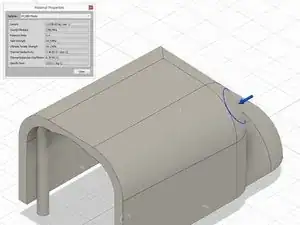
Для иллюстрации изменений в конструкции — разрез заглушки на точной модели торцовой заглушки Lumix GH3 и моей новой переработанной конструкции.
Синяя полосатая штриховка показывает поперечное сечение оригинальной заглушки шарнира Lumix.
Красная полосатая штриховка показывает поперечное сечение моей заглушки с толстыми стенками.
Толщина стенок в поперечном сечении моей заглушки составляет 0,4 дюйма, тогда как измеренная толщина стенок оригинальной заглушки Lumix составляет 0,0365 дюйма.
К этому руководству прикреплены три файла .STL.
«lumix cap square R2» представляет собой торцовую заглушку с квадратным профилем и той же толщиной стенок, что и у оригинальной заглушки Lumix, для наибольшей совместимости с камерами GH3 и GH4. Это наиболее протестированная конструкция заглушки. Этот файл рекомендуется к загрузке, так как он должен соответствовать принятым допускам сборки Panasonic.
«lumix cap beefy R3» представляет заглушку с квадратным профилем и более толстыми стенками для максимальной прочности. Она может не подходить ко всем камерам GH3 и GH4 из‑за естественных вариаций допусков сборки между партиями камер.
«lumix cap identical R2» представляет заглушку, максимально близкую к оригинальной заглушке OEM.
Шаг 36


Процесс замены вновь разработанной заглушки шарнира точно такой же, как у оригинальной.
Для начала разборки расположите камеру объективом вниз и задней частью к себе. Эта камера собрана в планарные слои, поэтому лучше начинать с задней части.
Начните с удаления резиновой накладки видоискателя. Сдвиньте эту часть вверх — она откроет доступ к 5 винтам. Удалите их все. Будьте внимательны к последовательности этих винтов и типу резьбы. Используйте ленту, чтобы отмечать винты.
Для этой разборки Вам понадобятся отвёртки JIS0 и JIS00 и пластиковая лопатка.
Шаг 37

Важно понимать, что эта камера произведена японским производителем. Японская фотоиндустрия часто использует винты стандарта JIS вместо традиционных Phillips.
Хотя PH#00 взаимозаменяем с JIS#00, посадка не идеальна. Использование Phillips может усилить износ шляпки JIS‑винтов и привести к преждевременному срыву резьбы. Если у Вас нет выбора, можно использовать Phillips.
Имеет смысл иметь под рукой обе отвёртки JIS#00 и JIS#000 для этой разборки. К счастью, оба бита входят в набор ifixit 64‑bit.
Шаг 38


Удалите 3 винта на правой стороне.
Шаг 39


Удалите три винта на левой стороне камеры.
Шаг 40


На дне камеры находятся 6 винтов. Один скрыт в отсеке для батареи.
Шаг 41

Этот винт немного трудно вытащить, так как он требует отвёртки с длинным стержнем.
Дальше настоятельно рекомендуется использовать ленту для маркировки винтов при разборке камеры. Винты не всегда одинаковы по длине или типу резьбы, некоторые изготовлены из алюминия, поэтому лента здесь наиболее удобна.
Шаг 42


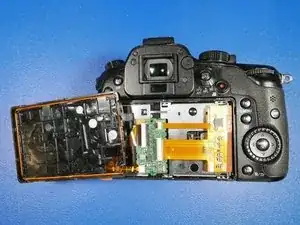
Задняя панель корпуса камеры теперь должна свободно соскользнуть с остальной части корпуса.
Покачайте заднюю панель слева направо, чтобы облегчить снятие сборки задней панели ЖК‑экрана.
Шаг 43
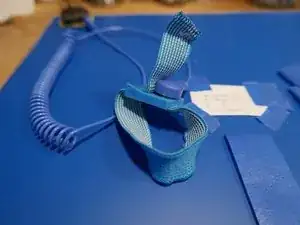
После обнажения электроники настоятельно рекомендуется соблюдать меры по защите от статического электричества. Статическое электричество может вывести из строя электронику, пропуская тысячи вольт через компоненты, рассчитанные лишь на несколько вольт постоянного тока. Небрежность в этом вопросе может серьёзно испортить Вам день.
Используйте антистатический коврик и браслет и убедитесь, что Вы заземлены на оставшуюся часть разборки. Проверьте, что антистатический коврик подключён к заземлению ближайшей розетки, и что в доме действительно есть заземление. При сомнениях обратитесь к электрику.
Шаг 44


Задняя панель ЖК‑экрана можно отвести от остальной части корпуса, как шарнир.
Осторожно — не тяните слишком сильно за гибкие плоские шлейфы!
Задняя панель с ЖК‑экраном и кнопками подключена к основной плате двумя гибкими шлейфами.
Используйте пластиковую лопатку, чтобы отсоединить шлейфы от разъёмов ЖК‑экрана.
Шаг 45

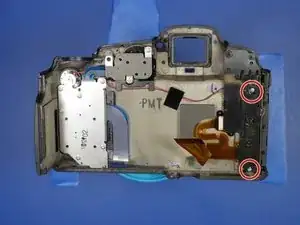

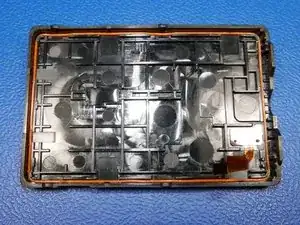
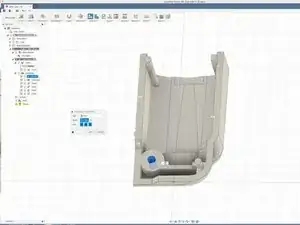
Это сборка задней панели GH3. Она содержит подсборку ЖК‑экрана, кнопки и переключатели.
Чтобы снять крышки шарнира ЖК, удалите два винта, обозначенные справа.
Крышки шарнира просто выпадут с другой стороны.
Шаг 46


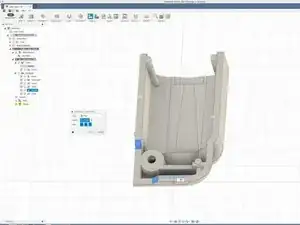
Вот как выглядит задняя панель без крышек шарнира ЖК.
Установите новую нижнюю крышку шарнира и не забудьте вернуть на место оригинальную верхнюю крышку — после этого всё готово.
Шаг 47

Как я отношусь к этой паникой вокруг запчастей для камер Panasonic? Куплю ли я в будущем ещё камеру серии GH?
Я уже ремонтировал звуковой адаптер DMW-XLR1 для Lumix GH5, но воздержался от покупки новой камеры GH5 из-за того, как Panasonic обращается с потребительскими запасными частями.
Похоже, у GH5 есть собственные механические проблемы и он по-прежнему имеет ту же проблему с диском, что и GH4 и GH3, поэтому я думаю подождать ещё немного.
Этот ремонт позволит мне продолжать использовать мои камеры GH3 и GH4 в обозримом будущем и даст возможность подробнее документировать личные проекты на ifixit и salvagedcircuitry.
Заключение
Для сборки устройства выполните приведённые инструкции в обратном порядке.
Перевод руководства с ifixit.com