Замена шестерни в легком карусели, или как 3D-печатать существующую шестерню
Данная инструкция описывает процесс ремонта карусели путем замены внутренней шестерни.
Хотя конкретное оборудование — это карусель, это описание может считаться типичным для задачи «как 3D-печатать шестерню как замену в существующем редукторе».
Этот процесс также известен как 3D Печать Для Ремонта, сокращенно 3DP4R.
Данное производство является совместной работой
Repair Café International
TU Delft Industrial Design Engineering (производство деталей)
Хенк Поу (фотография)
Программное обеспечение для 3D-моделирования с открытым исходным кодом OpenSCAD и в добавление к нему, его общая библиотека шестерен
Для дополнительной информации и углубленной теории смотрите:
подробное введение в 3DP4R от TU Delft
PDF-статью из журнала по технологии шестерен
или более недавнюю публикацию, включая 3D-изображения
Шаг 1
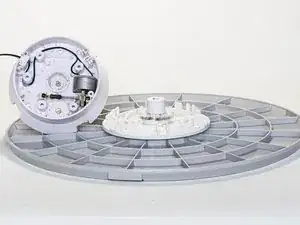
Корпус поворотного стола состоит из двух частей: основания и крышки. Вал стола проходит через крышку и имеет нижнюю центровую точку в корпусе основания. Шестерня смонтирована на вале с помощью винтов (не показаны). На шестерне есть паз глубиной 1 мм, который входит в кольцевое кольцо крышки, обеспечивая верхнюю центровую точку.
Все детали, изготовленные методом литья под давлением, анонимны, то есть на них нет идентификационных знаков, как по номеру, так и по торговому наименованию. Номинальная мощность мотора составляет 3V 0.5A DC, максимальная нагрузка на поворотный стол — 20 кг.
Шаг 2

Шестерня оказалась сломана, вероятно, из-за несбалансированной нагрузки стола во время транспортировки. Шестерня сломана в самой узкой точке сечения: там, где ширина уменьшена для размещения выемок на вале.
Шестерня имеет тройную функцию: шестерня, центровая точка и кольцо, предотвращающее выемку поворотного стола из верхней части корпуса. Шестерня приводится в действие латунной червячной передачей, вал мотора также имеет латунную червячную передачу. Нас не интересует, почему у шестерни всего три ножки.
Фото показывает деталь перевернутой, как она собрана.
Шаг 3

Помимо количества зубьев и шага, программе моделирования также нужен угол зубьев. Это метод его получения.
Главная задача — убедиться, что вид камеры перпендикулярен касательной линии, касающейся шестерни.
Ближе к краю в листе фанеры сверлится отверстие, верх затем закрывается куском белой бумаги, для лучшей различимости лицевая сторона покрыта бумагой контрастного цвета.
Лист фанеры, включая бумагу и отверстие, должен быть действительно плоским.
Штифт продавливается через отверстие, шестерня прижимается к этому штифту, и шестерня используется как шаблон для рисования окружности на бумаге. Удалите шестерню.
Установите компас на радиус колеса. Поставьте один из компасов на точку на окружности, нарисуйте сегмент круга рядом с центром. Повторите процесс, используя другую точку на окружности. Две проведенные линии образуют перекрестье и определяют центр шестерни.
В центр втыкается второй штифт.
Выравнивайте эти два штифта в видоискателе камеры, чтобы убедиться, что они перпендикулярны касательной линии через штифт окружности.
Шаг 4

Шестерня выравнивается с окружностью и прижимается к штифту окружности так, чтобы штифт плотно входил в угол основания зубьев. Центровой штифт убирается. Затем делается снимок. Во время процесса убедитесь, что камера и положение фанеры не нарушены.
Шаг 5
Распечатайте изображение с соотношением ширины и высоты, идентичным оригинальному изображению.
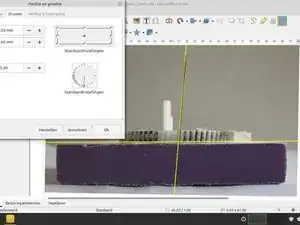
Определите угол штифта путем измерения. Альтернативно, импортируйте изображение в LibreOffice Draw или другое подходящее ПО. В пустом документе черчения вставьте горизонтальную линию минимальной толщины. Импортируйте изображение.
Совместите край фанеры с линией, поворачивая изображение (выделите + F4). Нарисуйте вторую «вертикальную» линию и, поворачивая/перемещая, совместите ее с штифтом. Угол определен как 4.6 градусов в данном случае.
Сохраняйте соотношение сторон равным оригинальному изображению при увеличении/уменьшении размера изображения.
Шаг 6
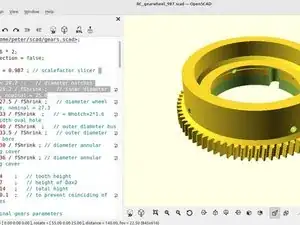
OpenScad использовался для моделирования шестерни, используя общедоступную библиотеку шестерен, основанную на DIN 780. Другой стандарт — это ISO 6336. Не было предпринято попыток определить, какой стандарт был использован для оригинального колеса. Выбор основан на доступности.
Части 3DP4R заметно менее прочны, чем детали, изготовленные методом литья под давлением, поэтому оригинальная деталь модифицируется за счет добавления большего объема и радиуса 45 градусов во внутренних углах.
Модуль (или шаг) 0.6 мм является дискретным выбором по DIN 780, с количеством зубьев 73 и добавочным элементом 2*0.6 для высоты зубьев, это дает диаметр 0.6*73+1.2 = 45.0 мм. Измеренный диаметр оригинальной детали составляет 45.3 мм.
Шаг 7

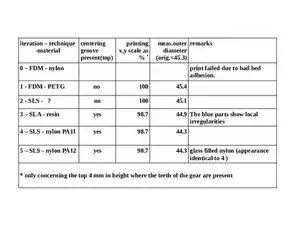
3DP4R — это итеративный процесс получения желаемой детали, при этом корректируются 3D-модель, техника/настройки принтера и материал. Таблица дает обобщение последовательно напечатанных частей, каждая с заполнением 100% по причинам прочности.
FDM: фузионное напечатанное моделирование (стандартный любительский принтер) SLA: фотополимерная смола в ванне выбирается источником света SLS: спекание твердых слоев.
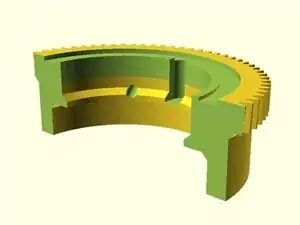
Сечение SCAD показывает шестерню с кольцевым пазом для центровки, в позиции, как она смонтирована на валу поворотного стола. Колесо фиксируется на валу стола четырьмя гвоздями, вставленными в «предварительно просверленные» отверстия. Отпечаток гвоздя на валу стола использован для сверления четырех отверстий в вале стола.
Шаг 8
Корпус поворотного стола — это закрытая коробка. В процессе итераций 1-3 результаты оценивались по звучанию мотора / вариациям в скорости вращения поворотного стола.
Все части 1-3 нуждались в последующей обработке перед установкой. Это включало увеличение ширины (толщины) паза и шлифовку внутреннего диаметра.
Шаг 9
1) мотор испытывает трудности с вращением поворотного стола, иногда стол почти останавливается. При печати FDM верхний паз требует поддерживающих конструкций и точной последующей обработки для удаления структур. В моделировании этот паз был опущен, также из-за того, что важность паза была упущена в то время.
Шаг 10
2) результаты улучшены, но все еще были замечены вариации в звуке/скорости стола. По какой-то причине мы пропустили возможность включить дополнительное центрирование с помощью верхней канавки в ведущем колесе.
Мы обратились к технологии печати SLA. Чтобы увеличить зазор между червячным колесом и ведущим колесом, мы также уменьшили масштаб ведущего колеса до 98,7%, это снижает радиус на 1,3% * 45 / 2 = 0,3 мм. Это следует сопоставить с высотой зубьев 0,6 мм.
Шаг 11
3) В первый раз деталь была напечатана с верхней канавкой, и на отпечатках проявились пузыри на поверхности и деформации. Часть 3B является худшей и не была использована. Когда крышка и колесо собраны отдельно, между крышкой и верхней канавкой нет радиального зазора.
Ротационные характеристики снизились из-за неровностей в печати, в крайнем случае дно зуба было увеличено с помощью нескольких движений тонким железным пилой. Это привело к приемлемому результату, с нагрузкой на поворотный стол 7 кг.
В финальной попытке детали были напечатаны третьей стороной с помощью технологии SLS и нейлона (с наполнителем стеклом) в качестве материала. В то же время было сделано смотровое отверстие внизу, чтобы увидеть, что происходит на пересечении червяка и ведущего колеса.
Шаг 12
4) Это первое ведущие колесо, которое встало на место без постобработки. Без адаптации выемки.
- Радиальный зазор между крышкой и колесом составляет 0,5 мм, когда крышка отделена от корпуса основания.
- При отсутствии червячного колеса и установленном дне корпуса радиальная вариация уменьшается до 0,2 мм: дно корпуса предоставляет дополнительную точку центрирования для вала стола.
- При установленном червячном колесе допуск остается 0,2 мм (параллельно и перпендикулярно червячному колесу), что указывает на то, что червячное колесо, в крайних случаях вариации, свободно движется в пространстве между зубьями ведущего колеса.
При минимальном расстоянии между червячным и ведущим колесом имеется зазор в 0,1 мм на дне зубьев, между зубьями остается приблизительно 0,2-0,3 мм. (физическое измерение невозможно)
Это подтверждается визуальным осмотром. При минимальном расстоянии между червячным и ведущим колесом имеется зазор в 0,1 мм на дне зубьев, между зубьями остается приблизительно 0,2-0,3 мм. (физическое измерение невозможно)
С центровочным грузом весом 7 кг все еще присутствуют небольшие вариации в звуке двигателя. При удалении смазки, находящейся в пластиковой канавке в крышке корпуса, удерживающей шариковые подшипники, выяснилось, что канавка имеет нерегулярный износ. Это, вероятно, и является причиной вариаций в звуке мотора.
В ретроспективе вариации в звуке для деталей 2 и 3 были ошибочно интерпретированы как «ведущее колесо слишком большое». Вариации, вероятно, также вызваны нерегулярным износом в подшипнике поворотного стола.
Заключение
Оценка временных затрат предполагает знание программы 3D моделирования и итогового результата в течение 2-3 итераций.
В общем успех замены ведущего колеса зависит от
- точности центрирования ведущего колеса
- соотношения шага зуба и допуска принтера. В нашем случае это соотношение составляет около 1. Более высокие значения этого соотношения делают замену легче.
Этот поворотный стол является недорогим продуктом (60 евро), использующим детали, изготовленные литьем под давлением. Хотя в нем участвуют только четыре детали: корпус основания - крышка - вал - ведущее колесо, взаимодействие этих четырех частей тонкое и не было полностью понято с самого начала. Непрофессионализм и первоначальная невозможность увидеть, как взаимодействуют собранные детали, сыграли в этом роль.
Детали, изготовленные литьем под давлением, имеют типичную точность 0,02 мм. Это нужно сравнить с допуском 0,5 мм для FDM-принтеров, 0,3 для SLS-принтеров и 0,2 мм для SLA-принтеров. Смотрите ссылку для объяснения допусков - точности - прецизионности. Сложно измерить с помощью штангенциркуля существующие диаметры, расстояния и высоты, чтобы смоделировать подходящую запасную часть, включая правильный минимальный допуск.
Кроме измерений, существуют вариации в фактическом размере напечатанной детали. Напечатанная деталь с фиксированными параметрами моделирования может быть слишком маленькой или слишком большой в зависимости от используемой технологии (FSM/SLA/SLS) или при использовании одной и той же технологии на другом принтере. В сочетании с поиском правильных размеров и допусков это может привести к большому количеству итераций / высоким затратам на ремонт.
В этом конкретном случае процесс практически не жизнеспособен в условиях ремонтной кофейни.
Полученные результаты по прочности действуют только на протяжении нескольких минут.
При повторном проектировании оригинальной детали оказалось, что запасная деталь имеет прочность, достаточную для замены детали, изготовленной литьем под давлением. То есть: при нагрузке в 7 кг максимальная расчетная нагрузка составляет 20 кг.
Перевод руководства с ifixit.com