Стандартная операционная процедура смены PAC 240
Шаг 1


Привод для коробок: Привод для коробок является основным приводом машины, куда помещается коробка, захваченная ротационным захватом, для дальнейших операций, таких как вставка продукта, укладка и кодирование.
Ширина привода для коробок должна быть отрегулирована в соответствии с размерами соответствующей коробки.
Для регулировки ширины привода для коробок необходимо повернуть регулировочный винт, показанный стрелкой на рисунке.
Для увеличения ширины поверните его по часовой стрелке, и наоборот.
Шаг 2

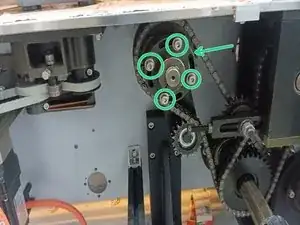

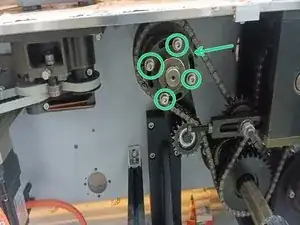
Привод продукта: Подача продукта осуществляется на двойном приводе на основе ремня с шкивами. На верхней части этого приводного ремня установлены адаптеры для крепления цепи, в которые устанавливаются пластиковые карманы для продуктов, как показано на диаграмме ниже. Он перемещает продукты в карманах от станции подачи к загрузочной станции.
В зависимости от ширины продукта карманы должны быть отрегулированы с помощью следующих шагов:
Ослабьте болты, установленные спереди и сзади рядом с зоной разгрузки, как показано в зеленых кружках выше, и увеличьте зазор, вращая шкив в направлении, указанном стрелкой, и наоборот.
Поместите продукт в карман, чтобы проверить зазор и убедиться, что есть небольшие 1-2 мм свободного пространства.
Шаг 3


Журнал для листовок
Журнал для листовок содержит стопки сложенных листовок. Направляющая не позволяет листовкам вываливаться из журнала за счет регулировочной боковой и верхней направляющих. Когда датчик уровня листовок больше не заблокирован, на HMI появится сообщение о низком уровне листовок, и предупредительная лампочка загорится, чтобы уведомить оператора о необходимости загрузить коробки в журнал.
В зависимости от ширины и высоты листовки, журнал для листовок должен быть отрегулирован с помощью следующих шагов:
Удалите все листовки из журнала.
Ослабьте крепежи по бокам журнала для листовок и переместите направляющую журнала влево-вправо для регулировки в соответствии с размером листовки.
Шаг 4


Индивидуальные коробки подбираются из журнала коробок ротационным устройством захвата коробок и размещаются непосредственно перед набором цепных креплений для коробок. Вакуумные чашки, прикрепленные к руке каждого узла, соединены с вакуумной системой через вакуумное дисковое устройство.
Захват коробки будет подавать коробку, чтобы соответствовать каждому карману продукта, который обнаруживается на входе в машину с помощью сенсора обнаружения продукта. Когда продукт обнаруживается в машине, подача вакуума в вакуумное дисковое устройство включается, и вакуум затем подается в соответствующий узел вакуумной руки через встроенные каналы.
Ослабьте болт с шестигранной головкой, расположенный на задней стороне устройства захвата коробок, также показанный на рисунке.
Поверните регулировочное колесо по часовой стрелке (CW), чтобы увеличить высоту, и наоборот, чтобы уменьшить высоту в соответствии с размером коробки, и затяните болт с шестигранной головкой.
Шаг 5
Удалите все коробки из журнала.
Чтобы отрегулировать высоту журнала коробок, поверните колесо, показанное на изображении, по часовой стрелке (CW), чтобы увеличить высоту журнала, и наоборот, чтобы уменьшить высоту в соответствии с высотой коробки.
Ослабьте крепежи, предусмотренные по бокам и внизу журнала коробок, и переместите журнал влево-вправо и вперед-назад в соответствии с требованиями к коробке.
Шаг 6

Ослабьте крепежи на боковой стороне направляющей буклета и отрегулируйте высоту в соответствии с размером буклета.
Чтобы отрегулировать ширину буклета, ослабьте болты, предусмотренные в слоте на нижней направляющей поддержке буклета, и отрегулируйте ширину для размещения буклета.
Измените загрузчик буклета в соответствии с требованиями буклета.
Шаг 7

Чтобы разместить коробки разных размеров, нам необходимо соответствующим образом отрегулировать блок закрытия клапанов.
Для регулировки блока закрытия клапанов необходимо ввести значение угла кулачка в HMI для обеих фронтальных и задних единиц закрытия клапанов.
Шаг 8


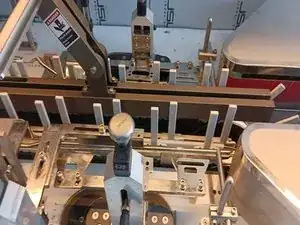
Необходимо изменить голову толкателя в соответствии с размером разных продуктов.
Также, когда мы переходим от одного продукта к другому различного размера, нам нужно отцентрировать голову толкателя. Для этого нам необходимо ослабить три болта, как показано на рисунке, и произвести центрирование сборки, а затем зафиксировать болты в этом положении.
Шаг 9
Чтобы разместить коробки разных размеров, нам необходимо отрегулировать сборку складки соответственно.
Для регулировки блока закрытия клапанов необходимо ввести значение угла кулачка в HMI для корректировки положения сборки складки.
Также необходимо отрегулировать направляющую складки и высоту сборки складки в соответствии с требованиями для различных коробок.
Заключение
Чтобы собрать ваше устройство, следуйте этим инструкциям в обратном порядке.
Перевод руководства с ifixit.com